您好,欢迎进入苏州汉测测量设备有限公司官网!

对刀仪自动对刀
自动对刀仪在数控机床中的使用大大提高了加工效率和精度。它通过自动测量工具的长度和直径,减少了人工干预,提升了加工的准确性和重复性。下面是自动对刀仪自动对刀的基本步骤:
查看详情

高精度对刀仪的作用
高精度对刀仪在数控加工中扮演着至关重要的角色,它是用来设置和测量工具长度和直径的设备,确保工具在加工过程中的准确位置和路径。这种设备对于提高加工精度、效率以及降低成本具有重要作用。以下是高精度对刀仪的几个主要作用:
查看详情
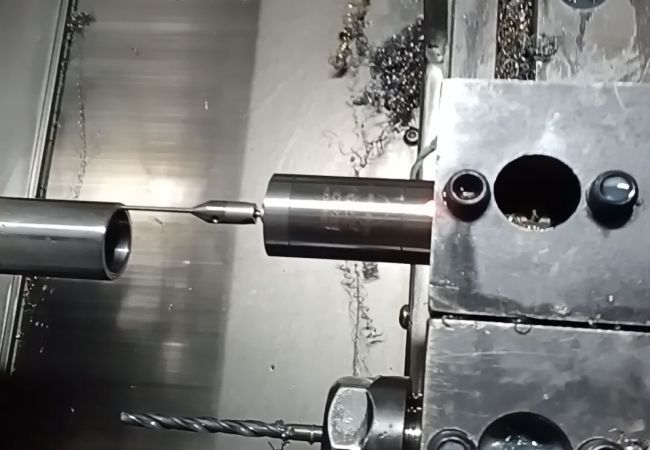
数控车床钻具螺纹
数控车床上钻具螺纹的加工是一项精密且复杂的任务,涉及到严格的尺寸要求和高品质的表面处理。螺纹加工在机械制造领域中极为常见,用于制造各种螺钉、螺帽、连接件等。以下是一些关于数控车床钻具螺纹加工的关键点:
查看详情

测头工作安全性
测头作为机床上的重要组成部分,其工作安全性对于保障生产效率和人员安全至关重要。以下是一些确保测头工作安全性的关键措施和考虑因素:
查看详情

电子厂测头有用吗?
在电子制造业,精密测量是保证产品质量和提高生产效率的关键环节。随着电子产品向更高的性能和更小的尺寸发展,对测量技术的要求也越来越高。苏州汉测测量设备有限公司针对电子厂的特殊需求,提供了一系列高精度、高性能的测头,专门用于电子组件和电路板的精密测量。
查看详情

测头品牌有哪些
在机床测头领域,多个品牌凭借其技术创新和产品质量在市场上占有一席之地。这些品牌通过不断的研发投入,提供了一系列满足不同加工需求的测头产品,从而优化了制造流程,提高了加工精度和效率。在这些品牌中,苏州汉测测量设备有限公司以其高性价比的产品,赢得了广泛的市场认可和客户好评。
查看详情

测量设备公司
测量设备是工业制造、建筑、科学研究等众多领域不可或缺的工具,它们能够提供精确的尺寸、形状、力量、温度、压力等多种物理量的测量结果。随着技术的进步,测量设备的种类和功能也在不断扩展,从简单的手动工具到复杂的自动化和数字化系统,为提高生产效率、保证产品质量和促进科学研究提供了强有力的支持。
查看详情

3C行业测头:汉测测量技术的创新应用
在快速发展的3C(计算机、通信和消费电子)行业中,精确的测量技术是保证产品质量和生产效率的关键。苏州汉测测量设备有限公司凭借深厚的技术积累和创新能力,专门为3C行业推出了高精度的测头系列,致力于解决行业内部件小型化、生产高效化和品质精密化的需求。
查看详情

 2428417205
2428417205
 admin@hanceliang.com
admin@hanceliang.com
 江苏省苏州市吴中区胥口镇灵山路 88 号联东 U 谷 22 幢 A201
江苏省苏州市吴中区胥口镇灵山路 88 号联东 U 谷 22 幢 A201
