您好,欢迎进入苏州汉测测量设备有限公司官网!

机械加工偏差标准化标注规范:基于GD&T体系的工程指南
机械加工偏差的标准化标注,是连接研发设计工程(R&D)与制造执行(Manufacturing)的唯一技术契约。不规范的口语化标注将导致严重的制造误判与质量纠纷。现代工程制图严格遵循国际标准化组织(ISO 1101)或美国机械工程师协会(ASME Y14.5)颁布的几何形位公差(GD&T)体系。
查看详情

数控车床对刀仪结构详解,用微米级硬件死守车间质量底线
在很多机加工车间的管理者眼中,对刀仪似乎就是一个装在床身侧壁的小开关,并没有什么技术含量。然而,正是这个不显眼的小装置,在油污满地、铁屑横飞的车床机舱内部,高频次地承担着标定数轴基准、监控刀具状态的重任。
查看详情
透视“数控车床自对刀仪设计”中的核心技术与防撞
对于非技术出身的工厂老板或采购管理者来说,在面对市场上价格从几千元到数万元不等的车床对刀仪时,很容易陷入“只看外观、只比价格”的误区。然而,对刀仪是安装在充满滚烫铁屑和高压切削液的地狱级环境中、直接关系到主轴安全的精密传感器。
查看详情

掌握标准的“数控车床自动对刀仪怎么用”以构建车间防错SOP
在很多制造企业中,管理者经常面临一个无解的困局:车间的良率和效率极度依赖于少数几位技术精湛的“老调机师”。一旦老员工请假或离职,生产线的换单速度就会断崖式下跌,甚至频频发生撞机事故。
查看详情

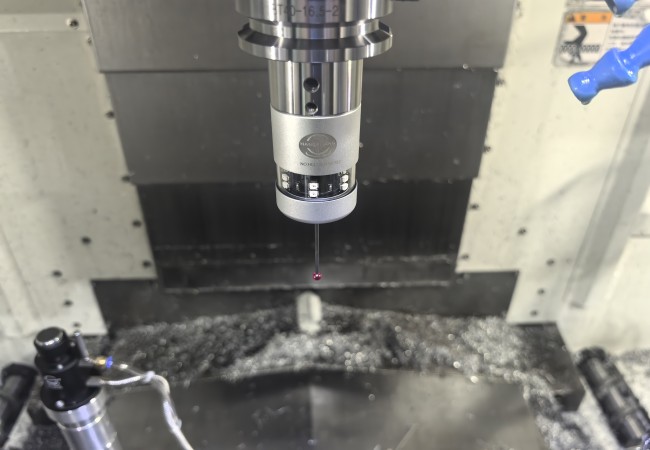
车间管理者必读的“机床测头标定”铁腕法则
在推进车间数字化升级的过程中,很多老板咬牙花了几万元,为机床配齐了最高端的主轴测头。原本指望着它能大显身手,结果运行几个月后,操作工却跑来诉苦:“老板,这探头越测越不准,还不如我自己拿卡尺量。”
查看详情

深度解码“cnc数控车床测头检测”的利润逻辑
在制造业的老板圈子里,有一种根深蒂固的偏见:大家愿意花大价钱给加工中心配测量探头,却认为数控车床干的都是“粗活”,靠工人拿卡尺量一量、调调刀补就足够了。
查看详情

透视“五向对刀仪”的商业护城河
在常规的 3 轴加工中,我们最关心的是刀具的长度(Z 轴)。但在高附加值的精密模具、航空航天叶轮、以及高端医疗植入物的加工中,企业大量使用的是球头铣刀、圆鼻刀、成型复合刀具,甚至动用四轴、五轴联动加工中心。
查看详情

为何急需“cnc数控车床测头按需定制”?
在数控车床和车铣复合机床的高效量产车间里,老板们经常会遇到一种极其无奈的困境:为了提升检测效率,花高价买回了标准款的进口车床测头,结果发现根本装不上去!
查看详情

 2428417205
2428417205
 admin@hanceliang.com
admin@hanceliang.com
 江苏省苏州市吴中区胥口镇灵山路 88 号联东 U 谷 22 幢 A201
江苏省苏州市吴中区胥口镇灵山路 88 号联东 U 谷 22 幢 A201
